HOW IT IS MADE.
by Archibald Williams (1907)
Chapter I.
MONEY-MAKING.
[p.13] THINGS are manufactured to be bought and sold. Buying and selling imply, in most cases, the transference of coin from one person’s pocket to that of another. So, after thinking over for some time the question of priority of subject, I have decided to open this book with a chapter on the making of the “coin of the realm,” as conducted at the Royal Mint, a large building situated a few hundred yards to the north-east of the famous Tower of London, which itself was the seat of coinage until the erection of the present Mint in the year 1811.
[p.14] The Royal Mint is not at all imposing as seen from the street—just a long block of offices on the farther side of an open courtyard. One would never suspect that from some workshops at the rear of this block proceed most of the gold and silver coins issued in the British Empire, and all the medals issued to the navy, army, and royal societies. It is a unique factory, as far as the empire is concerned, since it has the sole right of manufacturing a certain class of article. Clever gentlemen who set up rival factories in secret places, and happen to be caught at work, are lodged for a long period at the country’s expense, under conditions in which money is of very little use to them.
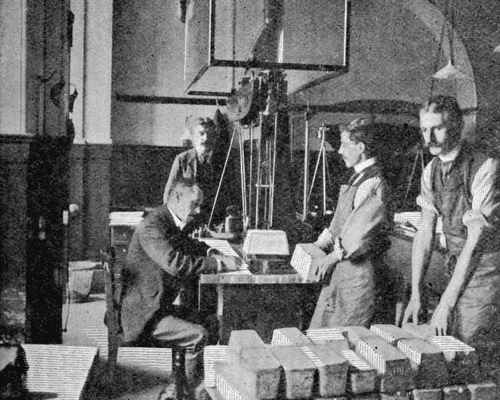
Behind the office block is a quadrangle surrounded by low buildings. Entering a door on the left, the visitor finds himself in a room where ingots of gold, silver, and copper are weighed very carefully before being handed over to the workmen. Great exactness is characteristic of all business at the Mint. A certain weight of metal is given out, and it must return to the office in the shape of a certain number of coins. If a single coin be missing, it is hunted for till found. Even the dust in the workrooms is collected and put in the melting-pot to recover all the minute particles of metal it contains. And, as [p.15] we shall see, exactitude within very narrow limits in the dimensions and weight of the coins themselves is enforced.
Gold comes to the Mint as ingots of 400 oz.; silver in 100-lb. blocks. All gold coins are made of an alloy containing 22 parts of gold to 2 of copper ; silver coins of an alloy of 37 parts of silver to 3 of copper; and for bronze coins a mixture of copper, tin, and zinc is used, bronze discs for the same being [p.16] occasionally manufactured in Birmingham. On rare occasions bronze has been coined by outside firms. Specimens can be recognized by the letter “H” which appears on the reverse below the date. But as it is the stamping that converts metal into coin, the Mint may be considered responsible for all three coinages.
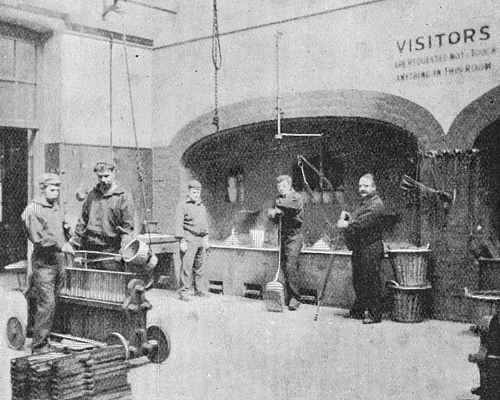
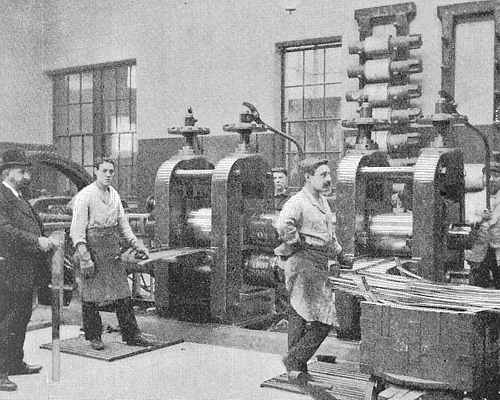
On either side of the office is a melting-room—one for silver, the other for gold. In the first a couple of men are extracting, by means of an electric crane, a large plumbago (blacklead) melting-pot from a hole [p.17] in the top of a furnace. It contains about 310 lbs. of molten silver. The crane brings the pot over a rack of moulds, which consists of a number of iron bars of H section clipped together by a screw-press, so that their edges make a tight joint. The pot is tipped up, and the moulds are filled in succession; and after a few minutes the fiery liquid has cooled into solid shining bars, which are easily separated from the moulds when the screw has been released.
In the gold kitchen there are eight furnaces to [p.18] heat as many crucibles, each containing about £5,000 worth of the precious metal. To-day is a busy one here, and the material for some 250,000 sovereigns is under treatment. The men stir the alloy very carefully to distribute the copper quite evenly among the gold. As the bars are taken from the moulds a bit is cut from the first and the last bar of each potful for testing purposes. (If the two samples have not the correct proportions of gold and copper, the bars are melted down again.) The rough edges are removed by a rapidly revolving cutter, and the bars are weighed and wheeled into
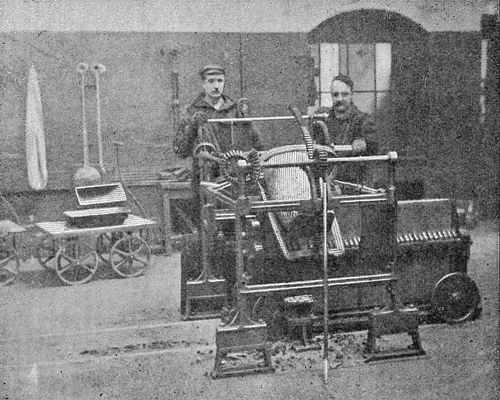
THE ROLLING-ROOM,
whither we will follow them. Here the bars (1/2-inch thick) are passed through several pairs of great steel rollers. In the first machine a bar is thinned by stages of 1/100 of an inch. Then it goes through the other machines, which squeeze it into a ribbon or “ fillet” about 1-1/2 inches wide and 1/20 of an inch thick. The thickness is tested by a delicate gauge. It must be correct to within 1/20000 of an inch; otherwise the coins stamped from the fillet would be too heavy or too light. It is sometimes necessary to pull the fillets between two immovable steel cylinders to give them [p.19] an even and due thickness. The machine used for this purpose is called a “draw-bench.”
The next process—the first in the coin-making proper—is seen in
THE CUTTING-ROOM,
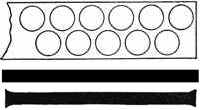
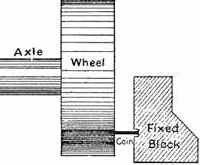
where we find powerful machines punching gold “blanks,” two abreast, out of the fillets at the rate of about 150 blanks a minute. The “scissel,” or metal left over (Fig. 5), is returned to the melting-house. The blanks have now to be “marked”—that is, have [p.20] their edges thickened to protect the device that will presently be impressed on the two sides. They are therefore passed rapidly between the face of a revolving grooved wheel and a fixed grooved block (Fig. 6), the distance between which is rather less than the diameter of the blank. Fig. 7 shows the blank before and after “marking.”
Before a design can be impressed on a blank it must be annealed or softened by heating. The gold blanks are placed in boxes of powdered charcoal, which travel very slowly through a furnace on an endless chain. The transit takes about three hours. After immersion in a bath of dilute sulphuric acid, they are cleaned by being rolled in beechwood sawdust, and passed on to
THE COINING-PRESSES.
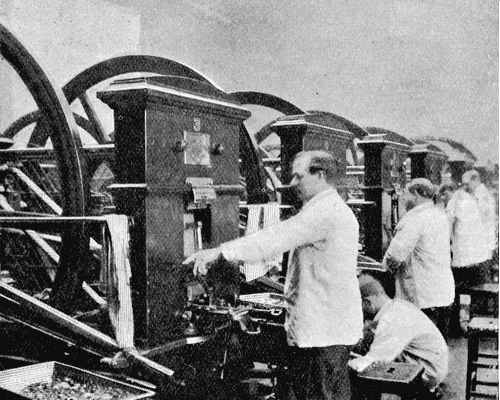
The coining-press room is by far the noisiest place in the Mint. One cannot wonder at this, considering [p.21] that twenty presses are each stamping the King’s portrait on ninety blanks a minute, and that each blank receives a 30-ton blow.
There are two dies in each machine, one fixed in the bed, the other in a socket at the end of a lever immediately above. Between the two dies is another lever carrying a collar, the inside of which is serrated, or “milled,” in the case of gold coins and all silver coins except the crown and threepenny-bit. An [p.22] automatic arm pushes a blank on to the lower die. The collar descends, encircling it. Then down comes the upper die with tremendous force, squeezing the surfaces of the blank into its own design and that of the lower die, and forcing the edge sideways into the fluting of the collar. The next moment it rises, followed by the collar, leaving the (now) coin to be pushed down a shoot by the succeeding blank. In one day a machine can coin about 40,000 blanks.
THE WEIGHING-ROOM.
The coins are now finished, but before being issued to the public they must undergo two tests— (1) for weight, (2) for soundness.
Weighing is done in one of a number of very delicate automatic balances, enclosed in glass cases, which are the most interesting machines in the Mint. We must digress here a little to say that the standard weight of a sovereign is 123.27447 grains, and that no sovereign is put into circulation which is .17 grain heavier or lighter than this standard.
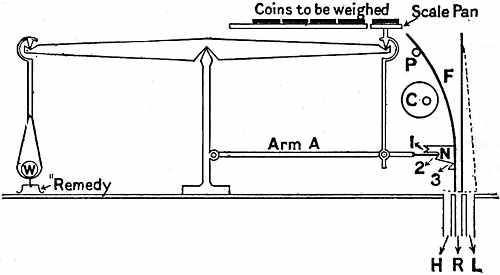
The weighing-machines are rather complicated, and in order to give the reader an idea of the principle on which they work, a very simple diagram (Fig. 9) is appended. From one end of the balance-beam [p.23] hangs a stirrup containing a counterpoise W of the standard weight. At the other end is a scale-pan, on to which the coins are pushed in succession. This pan is connected by a rod to arm A, sharply pointed at the free extremity.
Close to the pan is a funnel F, which swings on pivot P, and has on the inner side a projection N, with three notched steps in it. An eccentric cam C, revolved by an electric motor, pushes the funnel outwards at every revolution.
Below the funnel are three slots—H, for heavy coins; R, for coins of the right weight; and L, for light coins. A sovereign is shoved on to the scale-pan by the one behind. The cam pushes the funnel to the right, and holds it away for about three seconds. Meanwhile the coin has been finding its level. If heavier than the standard, it sinks; but if [p.24] less than .17 of a grain too heavy, the scale-pan will not raise the “remedy,” a tiny piece of gold wire weighing .17 grain. So that when the cam allows F to return to the left, the arm A will engage with notch 2 in N, and the funnel be arrested over slot R, down which the coin falls when pushed off by its successor. Should the coin exceed the “limit of error,” the arm A would sink lower and engage notch 3; or if it were too light, A would rise and catch in notch 1. Put briefly, the travel of the funnel towards the left and the destination of the coin depend on the weight of the coin.*
The second test is made by a boy, who picks up by the handful the coins which have passed the weighing test, and drops them smartly one after another on a steel slab. A cracked coin “rings” badly, and is placed on one side to be melted down.
Finally, the coins are “overlooked” on a contrivance by means of which both sides are exposed to view successively.
The sovereigns that pass the test are put up in [p.25] bags of one thousand, and returned to the office from which they came as ingots.
The counting of silver and bronze coins is done by a very ingenious automatic machine. The coins slide down a shoot which is partly blocked by the teeth of a wheel geared to the counting index. In order to get past, a coin must move a tooth on; the action being very similar to a cycle chain running over a chain-wheel, coins representing the chain rollers.
[p.26] It has been calculated that a sovereign while in circulation loses 29/1000 of a grain per annum, and a half-sovereign, which has much more handling, 42/1000 of a grain. When three whole grains of gold have been worn off, a sovereign is “garbled”—that is, retained and sent back to the Mint—by the Bank of England.
MEDAL-MAKING.
Two rooms of the Mint are devoted to medals. The designs on these stand out much more boldly than those on coins, and the method of stamping just described would not be practicable for them. Every medal receives three blows from a large screw-press, and between two blows has to be annealed, cleaned, and polished. Its manufacture is therefore a comparatively slow business, though fast as compared with the making of a Great Seal of England, which requires two hundred blows.
The manner in which a die is prepared, for coin or medal work, is interesting. The artist first executes a large model, a foot or more in diameter, in wax. From this a mould is made, and from the mould a plaster cast. On this the medallist perfects his design. A steel cast is made from this, and from that a smaller cast of the size of the coin or medal is [p.27] copied by means of a machine. This final mould is called the “matrix.” From it a “positive” die (one with the design standing out in relief as in the coin) is obtained by enormous pressure in a hydraulic press, and this in turn is similarly used to obtain the sunk dies for the coining-presses. A sunk die is not replaced until it is considered unfit for further use. A very good return for one die is 100,000 pieces.
A POPULAR FALLACY.
A number of people—the writer was once one of them—believe that pence struck in 1864 are especially valuable. A legend exists to the effect that some gold got mixed with the bronze used that year; but like a good many legends, it has no truth to support it. Let us see what the “Report of the Deputy-Master of the Mint” for 1904 says:—“It may be well here to correct an erroneous idea which is entertained by some of the public, that pence of various years—-those of 1864 are generally mentioned—possess a greatly enhanced value, and are received by the Mint and paid for at various extraordinary rates, the amount which was last quoted by a correspondent being no less than £7, 11s. 4d. each! The present scarcity of pence of the year 1864 lies [p.28] in the fact that a very much smaller number of pence than usual were coined in that year, and they are in consequence seldom seen in circulation. It is perhaps hardly necessary to add that no pence are purchased by the Mint at either their nominal or any fictitious value.”
* The Encyclopaedia Britannica says: “In order to show the importance of extreme accuracy in weighing, it may be pointed out that ... in a million sterling of sovereigns the difference between the least and the greatest weight the law allows (.4 grain) would be no less than £3,244.”